
Wpływ temperatury powietrza na skuteczność usuwania wilgoci – cz. 2.
Wstęp
W pierwszej części artykułu omówiliśmy podstawy teoretyczne problemu jakim jest szybkie i skuteczne usunięcie nadmiaru wilgoci pozostałych po procesach mycia w zakładach spożywczych. Ustaliliśmy, że na tę szybkość najważniejszy wpływ mają 3 czynniki:
– Temperatura powietrze
– Wilgotność powietrza,
– prędkość powietrza w strefie kontaktu powietrza i wody
Powiedzieliśmy również, że aby proces osuszania przez parowanie trwał, musimy usuwać znad powierzchni wody warstwę powietrza nasyconego parą wodną i zastępować ją nowym powietrzem o niższej zawartości pary wodnej.
Parowanie – Problem za milion dolarów?
Jednym z siedmiu tzw. Problemów Mijenijnych, czyli wyjątkowo trudnych zagadnień matematycznych, które nie mają dotychczas rozwiązania, a za którego rozwiązanie można otrzymać 1 000 000 Dolarów od Instytutu Matematycznego Claya jest tzw. Równanie Naviera-Stokesa. Rozwiązanie tego problemu mogłoby znacząco wpłynąć na naszą wiedzę o procesach parowania i innych zjawiskach związanych z dynamiką płynów.
Parowanie – model Hertza Knudsena
Najbardziej rozpowszechnionym na świecie modelem obliczeń parowania jest model opracowany przez 2 fizyków: fizyka niemieckiego – Heinricha Rudolfa Hertza, oraz duńskiego – Martin Hans Christian Knudsen. Pomimo, że Panowie się nie znali – Hertz zmarł, gdy Knudsen miał niecałe 23 lata, to ich wnioski w kwestii zależności między szybkością parowania a ciśnieniem pary nasyconej były na tyle podobne, że obecnie funkcjonują jako model Hertza-Knudsena, gdyż ich prace dostarczyły danych empirycznych na temat tempa parowania w różnych warunkach ciśnieniowych i temperaturowych.
Równanie, znane pod nazwą równania Hertza-Knudsena wygląda następująco:
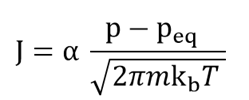
gdzie:
J – strumień cząsteczek parujących na jednostkę powierzchni (liczba cząsteczek na jednostkę powierzchni na sekundę),
α – współczynnik parowania (0 ≤ α ≤ 1),
p – aktualne ciśnienie pary nad powierzchnią cieczy,
peq – ciśnienie pary w stanie równowagi termodynamicznej,
m – masa pojedynczej cząsteczki,
Model Hertza-Knudsena ma jednak jedną podstawową wadę. Nie uwzględnia mianowicie ruchu powietrza. W ostatnich latach polscy fizycy z Polskiej Akadem Nauk prowadzący badania nad parowaniem odkryli, że rzeczywisty proces parowania może odbiegać od przewidywań modelu Hertza-Knudsena. Zaawansowane symulacje komputerowe z użyciem dynamiki molekularnej pokazały, że wartości niektórych parametrów opisujących parowanie są nawet kilkukrotnie większe od tych przewidywanych przez ten model.
Parowanie wody – jak obliczyć?
W praktyce inżynierskiej istnieje bardzo wiele różnych metod obliczania szybkości parowania.
Każdy z nich zazwyczaj zawiera jakąś część wyznaczaną empirycznie, i żaden nie ma wystarczająco twardych podstaw teoretycznych by można go było zastosować w każdej sytuacji.
Tak więc musimy wciąż przyjąć, że pomimo naszej ogromnej wiedzy i rozwojowi wciąż nie potrafimy w pełni zrozumieć zjawiska parowania, dlatego wszelkie rozwiązania tego problemu są mniej lub bardziej powiązane z metodami empirycznymi, czyli równaniami wyznaczanymi doświadczalnie.
W takiej sytuacji opieranie się na jakimkolwiek istniejącym modelu ma sens tylko wtedy jeśli rzeczywista sytuacja odzwierciedla w jakikolwiek sposób warunki modelowe.
W naszym artykule rozpatrujemy pomieszczenie produkcyjne z wyposażeniem, które w sposób podstawowy uniemożliwia zastosowanie jakiegokolwiek znanego modelu. Bowiem realnie powierzchnie pomieszczeń produkcyjnych posiadają pewną ilość niejedrorodnego w budowie sprzętu, który zakłóca zarówno przepływ powietrza, jak i wpływa znacząco na parowanie w różnych jego miejscach.
Jednak z uwagi na fakt, że dokonywaliśmy pomiarów w tego typu pomieszczeniach, to mamy coś, co w jest takiej sytuacji na wagę złota – dane z rzeczywistych pomieszczeń, które pozwalają nam zbudować własny model obliczeń.
Jakkolwiek zdajemy sobie sprawę, że nie jest on idealny, to z zadowalającym przybliżeniem pasuje do faktycznie dokonanych pomiarów w skali całego pomieszczenia.
Model nasz jest bardzo prosty i wygląda następująco:
E = k * (C_surface – C_infinity),
gdzie:
k – współczynnik prędkości powietrza [m/s] – współczynnik zależny od ilości wymian powietrza
C_surface – stężenie pary wodnej przy powierzchni [g/m3] – w praktyce przyjmujemy tutaj stężenie pary wodnej odpowiadające wilgotności 100% w danej temperaturze
C_infinity – stężenie pary wodnej w nieskończoności [g/m3] – w praktyce przyjmujemy tę wartość jako wartość stężenia w powietrzu nawiewanym, gdyż rozpatrując wentylowane pomieszczenie, panujące w pomieszczeniu stężenie, zależnie od ilości wymian będzie wolniej lub szybciej dążyło do wartości stężenia w powietrzu nawiewanym.
Wydaje nam się również, że szczególnie rozpatrując układy z kondensacyjnym osuszaniem powietrza, gdy powyżej pewnej temperatury zewnętrznej układ wentylacji pracuje w stałych warunkach model ten ma rację bytu.
Kondensacyjny model osuszania powietrza zakłada bowiem głębokie schłodzenie powietrza, znacznie poniżej punktu rosy – w naszych modelach stosujemy zazwyczaj temperatury z przedziału 3-4 stopni – a wówczas przez długi czas parametry powietrza nawiewanego nie ulegają zmianom – odpowiadając stężeniu powietrza nasyconego w 3-4 stopniach rozrzedzonego jedynie nieznacznie z uwagi na podniesie temperatury przez podgrzanie na nagrzewnicy do faktycznej temperatury producyjnej, zazwyczaj z przedziału 8-12 stopni.
Zatem w rozpatrywanym przypadku – osuszania pomieszczenia produkcyjnego po myciu – ogrzewamy powietrze od temperatury 4 stopni i 100% wilgotności.
Wyniki obliczeń
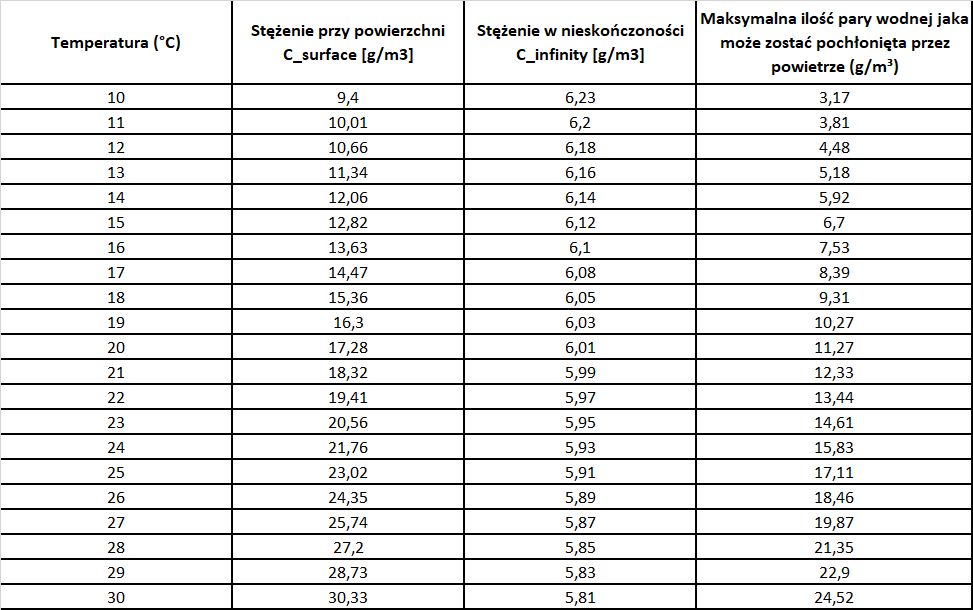
Znając już model, na którym się oprzemy, możemy wyznaczyć szybko 2 z 3 zmiennych występujących w naszym wzorze: C_surface – C_infinity
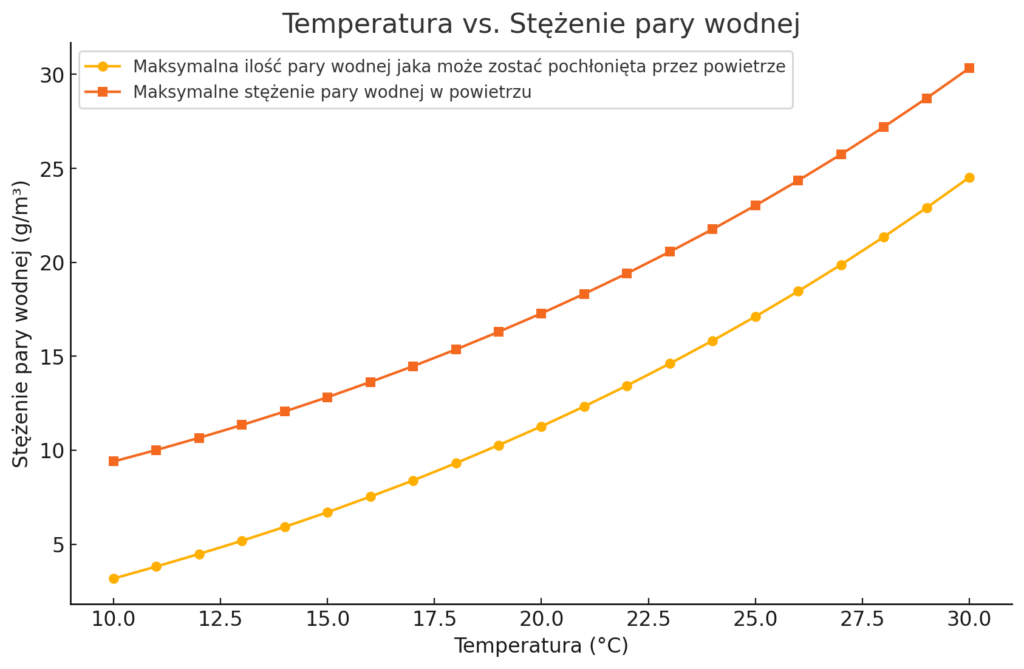
Jak możemy zaobserwować na wykresie, pojemność powierza i maaksymalna ilość pary wodnej możliwa do pochłonięcia przez powietrze rośnie wykładniczo wraz ze wzrostem temperatury. W praktyce górną granicą temperatur mycia są zazwyczaj temperatury z przedziału 25-30 stopni. Niższa temperatura znacząco obniża wydajność osuszania, a wyższa poza dyskomfortem pracowników generuje także wyższe koszty ennergetyczne.
Współczynnik k – co z 3 zmienną?
W literaturze naukowej znaleźliśmy wiele współczynników, liczonych na wile sposobów i uzależnionych od wielu różnych parametrów.
Bardziej rozbudowane modele uzależniają współczynnik k np. od liczby Sherwooda, która z kolei jest zależna od liczby Reynoldsa i liczby Shmidta, a także od długości kontaktu przepływającego powietrza z wodą, w naszym przypadku z mokrą posadzką, mokrymi ścianami i sufitem.
Inne modele, bardziej uproszczone proponowały po prostu konkretne liczby przyjmowane intuicyjnie.
To, co wiemy na pewno, że górna granica ilości pary wodnej, która przedostanie się do powietrza jest określona w kolumnie 4 tabeli.
Wartość współczynnika k=1 odpowiadałaby warunkom idealnym, gdy uwalnianie pary wodnej z wody następowałoby nieskończenie szybko oraz wentylacja miałaby nieskończenie dużą krotność wymian powietrza, natomiast wartość współczynnika k=0 odpowiadałoby sytuacji, gdy uwalnianie pary wodnej jest całkowicie zablokowane oraz krotność wymian wynosi 0, czyli wentylacja jest wyłączona.
Problem z tymi współczynnikami jest jednak taki, że wszystkie są wyznaczane empirycznie, a więc odpowiadają jedynie jakimś konkretnym, zazwyczaj ogromnie uproszczonym warunkom, od których nasz model jest bardzo daleki.
Próbowaliśmy wykorzystać w naszych obliczeniach wiele z tych modeli, jednak żaden z nich nie dawał wyników choćby zbliżonych do tych, jakie otrzymaliśmy doświadczalnie, lub dawał zbliżone wyniki tylko w pewnym zakresie temperatur, w innych był od nich daleki, dlatego ostatecznie nie proponujemy żadnego konkretnego współczynnika pozostawiając Tobie czytelniku wybór sposobu przyjęcia współczynnika k.
Podsumowanie
Temperatura powietrza: Wyższa temperatura zwiększa energię kinetyczną cząsteczek wody, co przyspiesza proces parowania. Cieplejsze powietrze ma również większą pojemność dla pary wodnej, umożliwiając efektywniejsze osuszanie powierzchni.
Wilgotność względna: Niższa wilgotność względna powietrza sprzyja szybszemu parowaniu, ponieważ suche powietrze może wchłonąć więcej pary wodnej.
Ruch powietrza: Zwiększenie wymiany powietrza poprzez odpowiednią wentylację usuwa nasyconą parą wodną warstwę graniczną przy powierzchni cieczy, co przyspiesza dalsze parowanie.
W zakładach przemysłu spożywczego, gdzie utrzymanie niskich temperatur jest istotne dla jakości produktów, podgrzewanie powietrza do osuszania po myciu pomieszczeń powinno być zrównoważone. Optymalne temperatury osuszania mieszczą się w przedziale 20°C–30°C, co zapewnia efektywność procesu bez nadmiernego zużycia energii oraz umożliwia szybki powrót do wymaganych warunków produkcyjnych.
Podsumowując, efektywne usuwanie wilgoci zależy od synergii między temperaturą, wilgotnością i ruchem powietrza. Zrozumienie tych zależności pozwala na optymalizację procesów osuszania w różnych zastosowaniach przemysłowych