

2 najczęstsze przyczyny powstawania Skroplin w zakładach przetwórstwa mięsnego
Wstęp
W procesach produkcji mięsa i wędlin zużywa się duże ilości wody, co naturalnie prowadzi do zwiększonego parowania. Jedną z istotnych właściwości powietrza jest jego zdolność do utrzymania określonej ilości pary wodnej, tym mniejsza im niższa jest temperatura powietrza. Zatem w zakładach mięsnych dochodzi do kumulacji 2 zjawisk: zwiększonego parowania oraz obniżonej zdolności powietrza do adsorbowania nadmiarowej pary wodnej. Efektywne odprowadzenie tej wilgoci jest kluczowe dla utrzymania właściwych warunków higienicznych oraz stabilnych parametrów procesu produkcyjnego. W przeciwnym razie może dojść do wykraplania się pary wodnej na zimnych powierzchniach, co prowadzi do powstawania skroplin.
Skropliny nie są jedynie problemem estetycznym – ich obecność rodzi potencjalne zagrożenie dla bezpieczeństwa żywności i daje powód do nieprzyjemności ze strony Inspekcji Weterynaryjnej czy Państwowej Inspecji Sanitarnej. Wilgotne powierzchnie sprzyjają rozwojowi pleśni i bakterii, a kondensacja na suficie może skutkować kapaniem wody na linię produkcyjną. Aby skutecznie eliminować skropliny, należy rozumieć przyczyny ich powstawania i wdrożyć odpowiednie rozwiązania.
W tym artkule powiemy Ci nie tyle jak pozbyć się skroplin, ale jak wogóle nie dopuszczać do ich powstawania!
Czyli rozprawimy się z problemem skutecznie i trwale!
Zaczynamy!
Proces powstawania skroplin – trochę teorii
Z punktu widzenia fizycznego proces powstawania skroplin jest dobrze znany, możliwy do przewidzenia, a nawet obliczenia gdzie i ile kondensatu może powstać. Wynika to z właściwości powietrza wilgotnego.
Wykres Molliera – co to jest i do czego służy?
Podobno 1 obraz mówi więcej niż 1000 słów, zatem spójrzmy na poniższy obraz. Przedstawia on tzw. Wykres Molliera zależności powietrza wilgotnego. Jakkolwiek z wykresu tego można odczytać wiele parametrów powietrza, nas interesuje przede wszystkim temperatura i wilgotność.
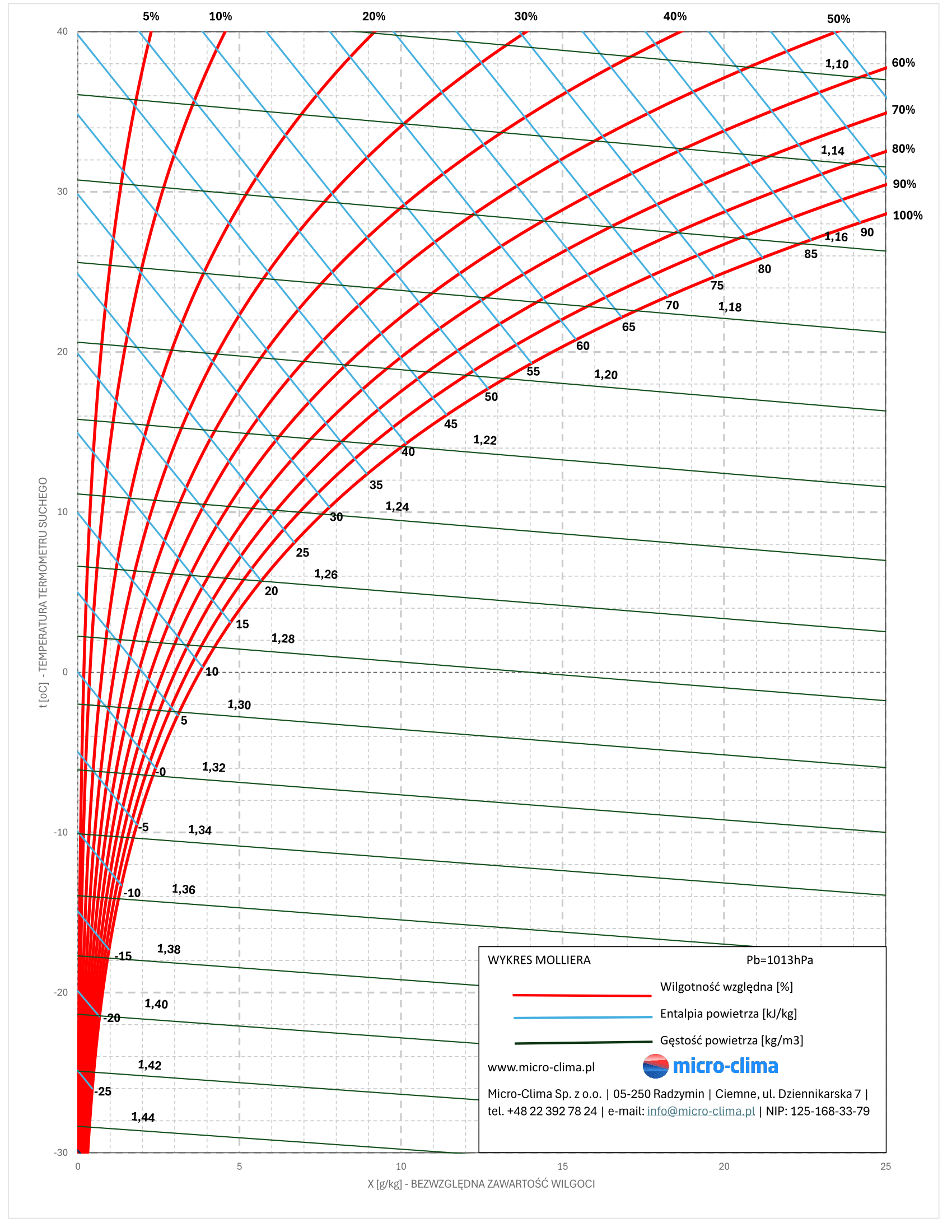
Zanim przejdziemy do omówienia wykresu przedstawmy definicję wilgotności względnej i bezwzględnej.
Wilgotność względna
Jest zależna od temperatury i zmienia się wraz z jego ogrzewaniem lub chłodzeniem. Jest stosunkiem aktualnej ilości pary wodnej do maksymalnej ilości pary wodnej jaka może się zmieścić w powietrzu w danej temperaturze.
Wilgotność bezwzględna
Jest zawartością pary wodnej w powietrzu w jednostkach bezwględnych, czyli gramach. Ponieważ gęstość powietrza zmienia się wraz z temperaturą to wykres Molliera podaje wilgotność bezwględną w gramach na kilogram powietrza suchego. Chociaż kilogram powietrza wydaje się wartością nieintucyjną, łatwo jest z pomocą wykresu Molliera przeliczyć ją na metry sześcienne, co jest dużo bardziej zrozumiałe. Aby to zrobić, należy pomnożyć wilgotność bezwzględną określoną w g/kg pomnożyć przez gęstość powietrza wyrażoną w g/m3, która jest nieznacznie wyższa od 1.
Aby lepiej to zrozumieć spójrzmy na poniższy wykres.
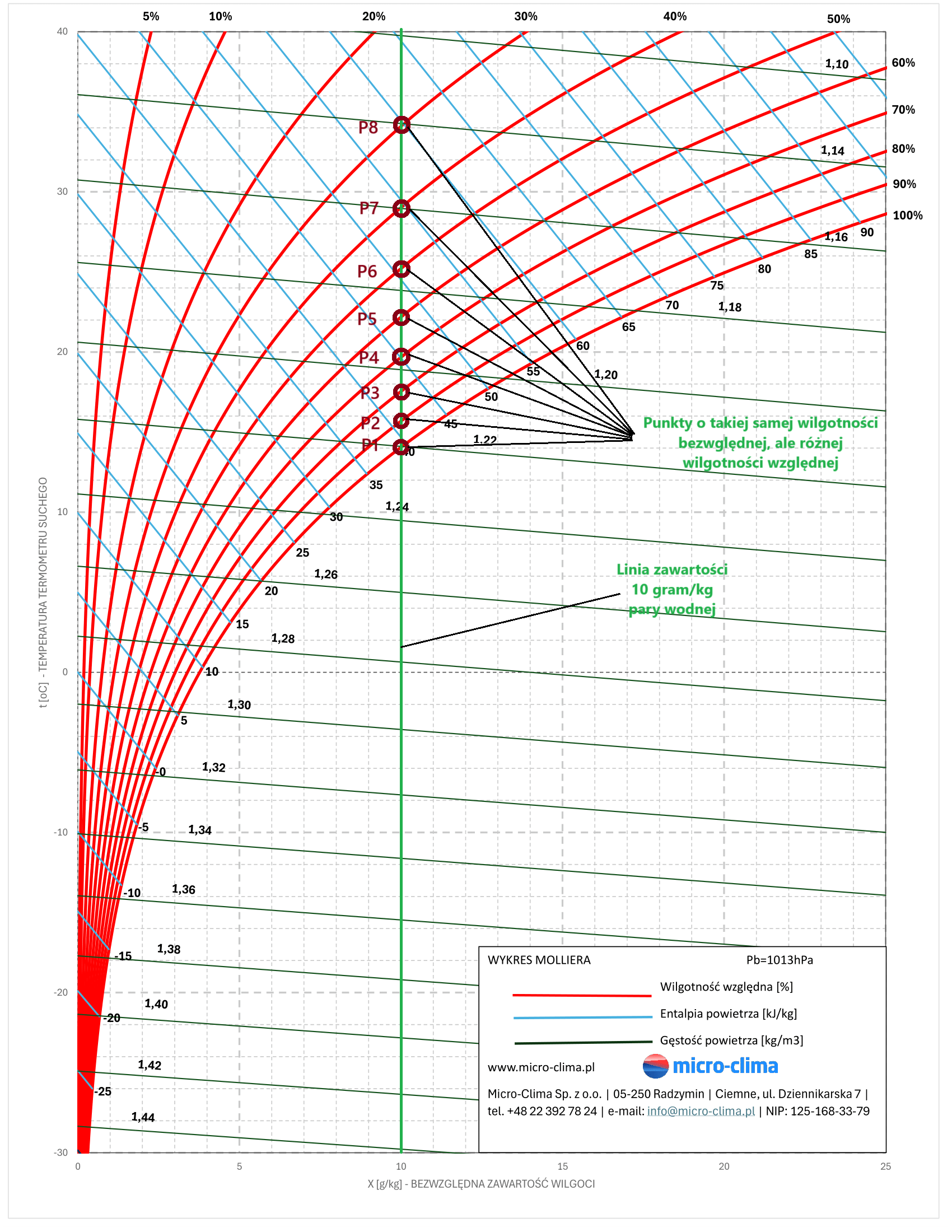
Oznaczyliśmy na nim zieloną pionową linię o wilgotności bezwzględnej 10 g/kg.
Jak widzimy, taka sama wilgotność bezwzględna w różnych punktach temperaturowych P1-P8 oznacza różne wartości wilgotności względnej. Tak więc np. w powietrzu określonym punktem P1 – 14°C i 100% wilgotności względnej (najniższy punkt na zielonej linii, przecinający najniżej położoną czerwoną krzywą wilgotności 100%) jest tyle samo pary wodnej, co w punkcie P2 – 15,8°C i 90% wilgotności, w punkcie P3 – 17,5°C i 80% wilgotności, itd, aż do punktu P8 – 34°C i 30% wilgotności.
Punt rosy – początek powstawania skroplin
Co zatem się dzieje z powietrzem podczas chłodzenia? Jego wilgotność względna stopniowo wzrasta, aż do punktu przecięcia z linią wilgotności 100% (najniżej położona czerwona krzywa), w naszym przypadku do przecięcia z punktem P1. Po osiągnięciu temperatury w tym punkcie powietrze jest już nasycone czyli więcej pary wodnej już się w nim nie zmieści, a więc dalszemu chłodzeniu będzie towarzyszyła utrata części wilgoci. Wilgoć ta zamieni się w skropliny. A więc przy dalszym chłodzeniu zacznie spadać także wilgotność bezwzględna powietrza.
Od teorii do praktyki, czyli 2 najważniejsze przyczyny powstawania skroplin w zakładach mięsnych
Uzbrojeni w powyższą wiedzę przyjrzyjmy się zatem co się dzieje w zakładzie przetwórstwa mięsnego. Jako przykład weźmy dowolne pomieszczenie produkcyjne, w którym utrzymujemy stałą przez cały rok temperaturę 12 stopni oraz preferujemy, by wilgotność względna nie przekraczała 70%. Dlaczego akurat 70%? Gdyż taka wartość jest powszechnie uznawana za górną bezpieczną granicę wilgotności względnej, powyżej której ryzyko zaistnienia i utrzymywania się niekorzystnych zjawisk, takich jak powstawanie pleśni, grzybów i drobnoustrojów jest bardzo duża.
Nawiew powietrza o zbyt wysokiej wilgotności
Nawiew powietrza wentylacyjnego o wyższej zawartości pary wodnej niż ilość pary wodnej zawartej w powietrzu wewnątrz pomieszczenia to pierwsza i najważniejsza przyczyna powstawania skroplin.
Jeśli temperatura w pomieszczeniu wynosi 12°C przy wilgotności 70%, to oznacza, że w każdym kg takiego powietrza jest 6,1 g pary wodnej. Po pomnożeniu tej wartości przez gęstość powietrza, która dla takiego powietrza wynosi 1,23 kg/m3 będziemy wiedzieć, że w każdym metrze sześciennym powietrza znajduje się około 7,5 g pary wodnej. Aby więc uniknąć wzrostu wilgotności w pomieszczeniu, powietrze nawiewane z wentylacji powinno mieć wilgotność niższą niż wartość wilgotności panującej w pomieszczeniu, czyli w naszym przypadku niż 7,5 g/m3.
Jeśli znamy parametry powietrza zewnętrznego, jego temperaturę i wilgotność względną, to łatwo możemy sprawdzić i wiedzieć kiedy powietrze zewnętrzne przekroczy tę wartość i powinno przed wprowadzeniem do pomieszczenia zostać osuszone. Jeśli nie będzie osuszane, to wentylacja stanie się przyczyną powstawania skroplin. Dla przykładu w lecie, gdy temperatura na zewnątrz przekracza 25°C, a wilgotność względna wynosi np. 50%, ilość pary wodnej w powietrzu będzie wynosić conajmniej 11,6 g/m³, co oznacza konieczność jego osuszania przed wprowadzeniem do zakładu, przeciwnym razie wentylacja będzie przyczyną powstawania skroplin.
Zaburzony bilans powietrza
Drugą istotną przyczyną powstawania skroplin jest nieprawidłowy bilans powietrza w zakładzie. Często dochodzi do sytuacji, w której inwestor, chcąc rozwiązać problem skroplin w jednym miejscu, instaluje lokalny wyciąg powietrza. Owszem, miejscowo problem zostaje rozwiązany, ale jeśli wraz z nowym wyciągiem nie będzie także kontrolowanego nawiewu, czyli ilość wyciąganego powietrza nie zostanie zrównoważona odpowiednim nawiewem osuszonego powietrza, to w zakładzie powstanie podciśnienie.
Efektem będzie zasysanie powietrza z otoczenia przez wszelkie nieszczelności. Latem to zasysane w niekontrolowany sposób powietrze jest ciepłe i wilgotne, zawsze ma więcej pary wodnej niż powietrze wyciągane, a więc powietrze takie po ochłodzeniu wewnątrz zakładu powoduje wykraplanie się nadmiaru pary wodnej czyli likwidując skropliny w jednym miejscu, tworzymy je w innym.
Często niestety dochodzi do sytuacji, że dokładany jest kolejny wyciąg w innym miejscu i sytuacja się powtarza w jeszcze większym natężeniu.
Aby zatem zapanować nad sytuacją powinniśmy dokonać pomiarów ilości powietrza nawiewanego i wywiewanego we wszystkich pomieszczeniach, ustalić jaki przepływ powietrza wewnątrz jest dopuszczalny (od strefy o wyższej czystości do strefy o niższej czystości nigdy odwrotnie) i tak zmodyfikować wentylację, aby przywrócić właściwy bilans powietrza.
Osuszanie powietrza wentylacyjnego – 2 metody
Jak powiedzieliśmy omawiając pierwszą przyczynę powstawania skroplin, powinniśmy wiedzieć jaka jest maksymalna dopuszczalna zawartość pary wodnej wewnątrz pomieszczenia i porównywać ją z zawartością pary wodnej w powietrzu zewnętrznym. Jeśli zawartość pary wodnej w powietrzu zewnętrznym jest wyższa niż dopuszczalna – powinniśmy przed wprowadzeniem go do pomieszczenia je osuszyć.
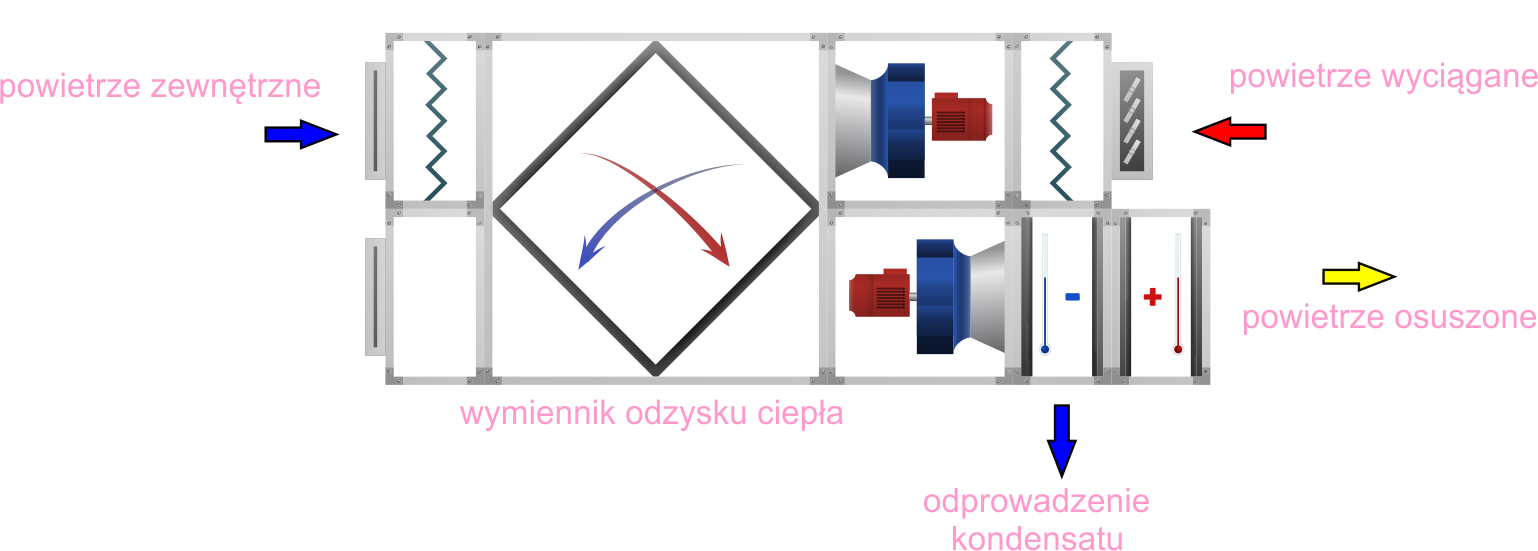
Osuszanie kondensacyjne
Osuszanie kondensacyjne – sprawdza się najlepiej dla temperatur wewnętrznych powyżej 8°C. Polega na tym, że powietrze jest schładzane na chłodnicy centrali wentylacyjnej do temperatury znacznie poniżej punktu rosy. W wentylacji bytowej gdy chcemy osiągnąć odpowiednią wilgotność w temperaturze pokojowej, wystarczy ochłodzić powietrze do o 10-12 stopni, natomiast w omawianym przez nas przypadku zakładu mięsnego potrzebne jest jeszcze głębsze chłodzenie, zazwyczaj do 3-5 stopni. Procesowi takiego głębokiego chłodzenia będzie towarzyszyła intensywna kondensacja pary wodnej w centrali, co sprawi, że osiągniemy satysfakcjonującą nas zawartość pary wodnej. Po ochłodzeniu następnie powietrze jest nieznacznie podgrzewane do wymaganej temperatury.
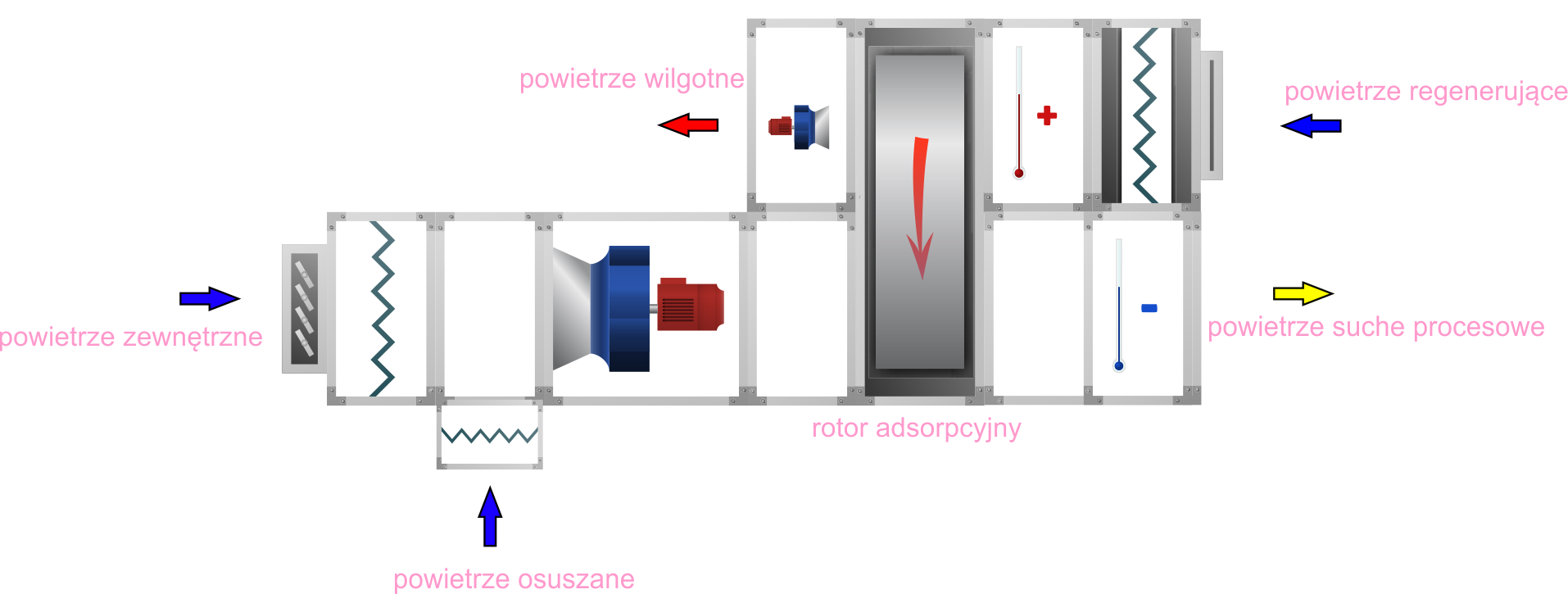
Osuszanie adsorpcyjne
Sprawdza się najlepiej przy temperaturach poniżej 8°C. Polega na przepuszczeniu wilgotnego powietrza przez materiał adsorpcyjny, np. rotor który pochłania wilgoć z powietrza i nawiewie suchego powietrza do pomieszczenia. Wilgoć zatrzymana na materiale adsorpcyjnym jest usuwana w procesie regeneracji, w którym materiał jest podgrzewany, a wilgoć odprowadzana wraz z ogrzanym strumieniem wilgotnego powietrza na zewnątrz
Osuszacz adsorpcyjny usuwa parę wodną z powietrza, ale jeśli jest stosowany do powietrza wewnętrznego, nie zapobiega napływowi wilgoci z zewnątrz a jedynie usuwa nadmiarową parę wodną, która już się do wewnątrz przedostała. Dlatego najlepiej stosować go wraz z centralą wentylacyjną, dzięki czemu nie dopuścimy do przedostania się do wewnątrz zbyt dużej ilości pary wodnej.
Podsumowanie
Skropliny w zakładach mięsnych są poważnym problemem, który wynika głównie z nawiewania powietrza o zbyt wysokiej wilgotności oraz zaburzonego bilansu wentylacyjnego.
Aby skutecznie eliminować skropliny, kluczowe jest kontrolowanie wilgotności powietrza poprzez odpowiednie osuszanie – kondensacyjne lub adsorpcyjne – oraz utrzymanie właściwego bilansu powietrza w zakładzie, aby uniknąć podciśnienia i niekontrolowanej infiltracji wilgotnego powietrza z zewnątrz.
Dobrze zaprojektowany system wentylacji, regularny monitoring warunków oraz dynamiczne dostosowywanie parametrów pracy urządzeń pozwalają skutecznie zarządzać wilgotnością i zapobiegać problemom kondensacji. Skropliny nie muszą być nieuniknionym zjawiskiem – dzięki odpowiednim rozwiązaniom technicznym można je skutecznie eliminować, poprawiając higienę i efektywność produkcji.
Jeśli problem nie jest Ci obcy zapraszamy do kontaktu z nasza firmą. W profesjonalny sposób ustalimy przyczyny powstawania skroplin i zaproponujemy rozwiązanie, które trwale zapewni idealne warunki produkcyjne w Twoim zakładzie.