

Na ile możemy przewidzieć problemy z nadmierną wilgotnością zanim wystąpią?
Wstęp
Chociaż zimą problem skroplin w zakładach produkcji spożywczej można uznać za „uśpiony”, przynajmniej w tej części, za którą odpowiedzialne są parametry powietrza zewnętrznego, to jego powrót latem jest niemal pewny. Jako inżynierowie potrafimy jednak przewidzieć niezależnie od pory roku, kiedy i w jakich warunkach zewnętrznych te problemy wystąpią ponownie, analizując system wentylacji, parametry powietrza oraz warunki produkcyjne. Odpowiednie modelowanie pozwala zrozumieć, jak zmieniać się będą parametry wilgotności i jak skutecznie zapobiegać niekorzystnym zjawiskom, zanim się pojawią.
Zależność wilgotności w pomieszczeniach od parametrów powietrza zewnętrznego
Wilgotność względna, choć jest najczęściej używanym parametrem dla określenia wilgotności i jest używana w codziennych analizach, nie jest najlepszym parametrem do oceny warunków w zakładach produkcji spożywczej. Powietrze o tej samej wilgotności względnej, ale o różnej temperaturze, zawiera diametralnie różne ilości pary wodnej , dlatego trudno jest . Dlatego kluczowe znaczenie ma poddanie analizie wilgotności bezwzględnej – mierzonej jako ilość pary wodnej w gramach na metr sześcienny powietrza. To ona pozwala precyzyjnie określić, ile wilgoci faktycznie znajduje się w powietrzu, a zatem pozwala precyzyjnie zasymulować moment wystąpienia problemów wiedząc ile pary wodnej dostarczamy i ile usuwamy, oraz jakie są jej zyski w pomieszczeniach.
Podczas ogrzewania powietrza jego wilgotność względna spada, mimo że ilość pary wodnej w nim zawarta pozostaje stała. Analogicznie, ochładzanie powietrza prowadzi do wzrostu wilgotności względnej, przy realnie stałej zawartości pary wodnej, aż do momentu osiągnięcia punktu rosy, kiedy para wodna zaczyna się skraplać. Właśnie dlatego w analizie systemów wentylacyjnych i ich wpływu na warunki w zakładach spożywczych bardziej intuicyjne jest skupienie się na wilgotności bezwzględnej powietrza. Jeśli bowiem w danym pomieszczeniu utrzymujemy cały rok niską temperaturę, to wiemy jaka jest graniczna ze względów higienicznych zawartość pary wodnej i wiemy jednocześnie jaki mamy margines bezpieczeństwa. To ona określa bowiem, ile faktycznie pary wodnej wprowadzamy do pomieszczeń razem z powietrzem nawiewanym,
Bardzo często przy złożonych procesach technologicznych produkcji żywności, gdzie używa się dużych ilości wody precyzyjne obliczenie zysków wilgoci jest zadaniem trudnym z uwagi na konieczność przyjęcia wielu założeń do obliczeń i w związku z tym wynik może być obarczony błędem zależnie od poprawności przyjętych założeń.
Jak obliczyć zyski wilgoci na podstawie zmierzonych danych wentylacyjnych?
Jeśli mamy istniejący system, znamy parametry systemu wentylacyjnego i wiemy ile jest pary wodnej w powietrzu wyciąganym i nawiewanym możemy empirycznie stwierdzić jakie są zyski wilgoci w pomieszczeniach. W związku z tym możemy także w warunkach zimowych uzyskać precyzyjne dane w oparciu o które będziemy mogli obliczyć jak system zachowa się latem.
Dla przykładu teraz, w momencie gdy powstaje ten artykuł, powietrze zewnętrzne ma parametry 3,4°C oraz 91% wilgotności względnej. Zawiera zatem około 5,6 g/m³ pary wodnej. Jeśli w pomieszczeniu produkcyjnym o temperaturze 12°C panuje wilgotność względna na poziomie ok. 80%, to oznacza poziom wilgotności bezwzględnej około 8,6 g/m³.
W powyższej sytuacji dostarczanie powietrza zewnętrznego, które zostało odpowiednio obrobione w centrali wentylacyjnej, będzie sprzyjać redukcji wilgotności w pomieszczeniu. Znając kubaturę pomieszczenia oraz ilość wymian powietrza możemy zatem dokładnie obliczyć zyski wilgoci.
Dane wejściowe:
Powierzchnia pomieszczenia: 100 m²
Wysokość pomieszczenia: 3,5 m
Powietrze zewnętrzne:
- Temperatura: T =3,4°C
- Wilgotność względna: Rh = 91%
Powietrze wywiewane:
- Temperatura: T = 10°C
- Wilgotność względna: Rh = 65%
Wymiany powietrza: 3 na godzinę
Obliczenie wilgotności bezwzględnej:
Zastosujemy uproszczoną metodę obliczeń polegającej na odczytaniu zawartości pary wodnej z wykresu Molliera, a następnie pomnożeniu jej przez gęstość powietrza:
X [g/m3] = x [g/kg] * ρ [ kg/m3]
Zawartość pary wodnej w powietrzu zewnętrznym (3,4°C, 91%):
X1 = x1 x ρ1
x1 = 4,38 [g/kg]
ρ1 = 1,27 [kg/m3]
X1 = 4,38 * 1,27 = 5,56 gm3
Zawartość pary wodnej w powietrzu wywiewanym (10°C, 65%):
X2 = x2 x ρ2
x2 = 4,94 [g/kg]
ρ2 = 1,24 [kg/m3]
X2 = 4,94 * 1,24 = 6,12 g/m3
Różnica wilgotności bezwzględnej:
ΔX = 6,12 – 5,56 = 0,56 g/m3
Całkowite zyski wilgoci:
ΔX x V = 0,56 g/m3 * 1050 m3/h = 588 g/h = 0,588 kg/h
Problem zaczyna się, gdy zyski wilgoci w pomieszczeniu przewyższają różnicę między ilością pary wodnej w powietrzu wywiewanym a nawiewanym, co prowadzi do konieczności dodatkowego osuszania.
Kiedy wentylacja przestaje być wystarczająca?
Jednym z kluczowych zagadnień, jakie warto poruszyć, jest pytanie: przy jakich parametrach powietrza zewnętrznego istniejąca wentylacja staje się niewystarczająca? Oznacza to moment, w którym ilość pary wodnej odprowadzanej z powietrzem wywiewanym staje się równa ilości pary wodnej dostarczanej z powietrzem nawiewanym oraz generowanej przez procesy wewnętrzne. Problemy z wilgotnością i kondensacją zaczynają się nie w momencie, gdy wilgotność powietrza nawiewanego i wywiewanego są takie same, ale znacznie wcześniej – wtedy, gdy zyski wilgoci w pomieszczeniu przewyższają zdolność wentylacji do jej odprowadzenia.
Znajomość zysków ciepła i wilgoci generowanych przez procesy technologiczne oraz liczby wymian powietrza pozwala określić punkt krytyczny. Kiedy naturalna wymiana powietrza nie jest w stanie skutecznie zmniejszyć poziomu wilgotności bezwzględnej, konieczne staje się zwiększenie liczby wymian powietrza lub zastosowanie dedykowanych osuszaczy.
Dla powyższego przykładu, gdzie zyski wilgoci są bardzo duże, można przewidzieć, kiedy nastąpi sytuacja, w której powietrze wewnętrzne osiągnie stan nasycenia, istniejąca wentylacja będzie niewystarczająca i będą powstawały skropliny. Stanie się to w momencie, gdy powietrze wewnętrzne osiągnie stan nasycenia, czyli:
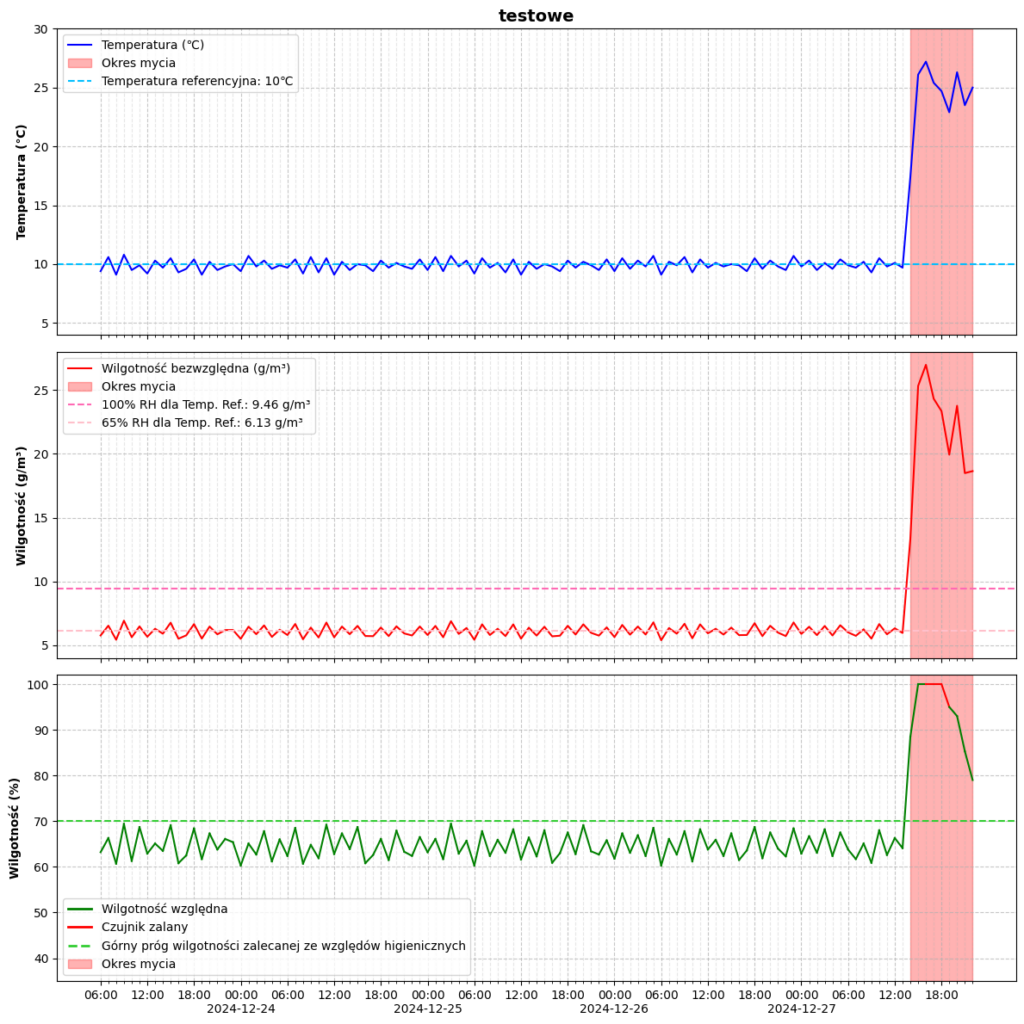
T= 10°C, Rh = 100% => X = 9,46 g/m3
oraz zawartość pary wodnej w powietrzy zewnętrznym będzie większa niż:
9,46 g/m3 – 0,588 g/m3 = 8,87 g/m3
Zima jako czas diagnozy problemów letnich
Aktualny okres zimowy to doskonała okazja, by przeanalizować potencjalne problemy, które ujawnią się latem. Warto jednak pamiętać, że skuteczna analiza wymaga modelowania i uwzględnienia zmiennych takich jak:
- Maksymalna wilgotność bezwzględna powietrza latem.
- Przepływ powietrza nawiewanego i wywiewanego.
- Zyski wilgoci generowane przez procesy produkcyjne.
Podsumowanie
Zrozumienie zależności wilgotności panującej w pomieszczeniu od parametrów powietrza zewnętrznego jest kluczowe dla zapobiegania problemom skroplin w zakładach produkcji spożywczej.
Choć zima jest okresem w którym większość problemów z kondensacją pary wodnej zamiera, to jednocześnie jest to dobry moment na gruntowne przyjrzenie się temperaturze, wilgotności, wydajności systemu wentylacyjnego oraz zyskom ciepła w pomieszczeniu.
Mając te dane możemy bowiem przeprowadzić symulację obliczeniową i przewidzieć jakie są graniczne warunki powietrza zewnętrznego po przekroczeniu których kondensacja będzie nieunikniona i zawczasu wdrożyć rozwiązania, które temu zapobiegną, nie czekając na wystąpienie problemów.